
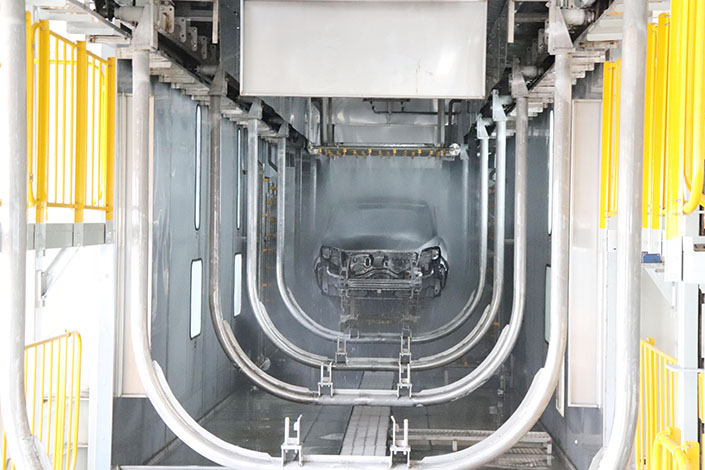
Производственная линия предварительной обработки распылительного типа

Предварительная обработка покрытия включает в себя обезжиривание (обезжиривание), удаление ржавчины, фосфатирование трех частей.Фосфатирование является центральным звеном, обезжиривание и удаление ржавчины - это процесс подготовки перед фосфатированием, поэтому в производственной практике мы должны не только уделять внимание фосфатированию, но и исходить из требований качества фосфатирования, хорошо выполнять свою работу в дополнение к удаление масла и ржавчины, особенно обратите внимание на взаимное влияние между ними.
Обезжиривание удаление ржавчины
С развитием промышленности охрана окружающей среды и улучшение условий труда стали общей заботой людей.Поэтому при выборе агентов следует учитывать необходимость защиты окружающей среды.Таким образом, выбор средства для удаления масла требует простой подготовки, сильной способности к распутыванию, не содержит гидроксида натрия, силиката, эмульгатора OP и других компонентов, трудно очищаемых при комнатной температуре, легко моющихся при комнатной температуре, не содержит токсичных веществ. вещества, не выделяют вредных газов, хорошие условия труда.Выбор средства для удаления ржавчины требует включения промоторов, ингибиторов коррозии и ингибиторов, может повысить скорость удаления ржавчины, предотвратить чрезмерную коррозию и водородное охрупчивание заготовки, может лучше ингибировать кислотный туман.Особенно заслуживает ингибирования кислотного тумана, возникающего в процессе травления кислотного тумана, коррозии оборудования и растений, не только загрязняющих окружающую среду, но и вызывающих кариес, покраснение зубной конъюнктивы, слезы, боль, сухость в горле, кашель и другие симптомы. , поэтому эффективно ингибировать кислотный туман, а не только необходимость защиты окружающей среды, или ради здоровья для нужд работника.



Мойка водой
Мойка после удаления масла и удаления ржавчины, хотя и относится к вспомогательным процессам перед покраской, также требует достаточного внимания.После удаления масла и ржавчины поверхность заготовки легко прилипает к некоторым неионогенным поверхностно-активным веществам и CL-.Если эти остаточные вещества не очистить тщательно, они могут вызвать истончение фосфатирующей пленки, линейные дефекты и даже фосфатирование.Следовательно, для улучшения качества промывки водой после удаления масла и ржавчины необходимо провести многократные полоскания, два полоскания, время 1-2 мин и часто менять воду, чтобы значение рН воды было в пределах 5-7. .
Фосфатирование
Так называемое фосфатирование относится к металлической заготовке после обработки раствором дигидрофосфатной кислоты, химической реакции и образования на ее поверхности слоя стабильной нерастворимой фосфатной пленки, пленка называется фосфатирующей пленкой.Основным назначением фосфатирующей пленки является повышение адгезии покрытия и повышение коррозионной стойкости покрытия.Существует множество методов фосфатирования, в зависимости от температуры фосфатирования их можно разделить на высокотемпературное фосфатирование (90-98 ℃), среднетемпературное фосфатирование (60-75 ℃), низкотемпературное фосфатирование (35-55 ℃) и нормальную температуру. фосфатирование.
пассивация
Технология пассивации фосфатирующей пленки широко используется в Северной Америке и странах Европы.Технология пассивации основана на характеристиках самой фосфатирующей пленки.Фосфатирующая пленка тонкая, обычно 1-4 г/м2, максимум не более 10 г/м2, площадь свободных пор большая, а коррозионная стойкость самой пленки ограничена.Некоторые даже в процессе сушки на быстрой желтой ржавчине, после фосфатирования закрытой пассивации, могут быть фосфатированные поры пленки, подверженные окислению металла, или образование пассивирующего слоя, фосфатирующая пленка может играть наполнение, окисление, сделать фосфатирующую пленку стабильной в атмосфера.
Сушка фосфатирующей пленки
Сушка фосфатирующей пленки может играть две роли: с одной стороны, это подготовка к следующему процессу по удалению воды с поверхности фосфатирующей пленки, а с другой стороны, дальнейшее повышение коррозионной стойкости пленки. после покрытия.
Для создания линии предварительной обработки покрытия технологический процесс должен быть завершен до проектирования, изготовления и монтажа нестандартного оборудования.Таким образом, проектирование процесса является основой производственной линии, а правильный и разумный маршрут окажет положительное влияние на производственную деятельность и качество продукции.
Используется для всех видов покраски заготовок, другие модели могут быть изготовлены по индивидуальному заказу.
Сопутствующие товары
-

Линия по производству электрофореза в кабине автомобиля
Электрофоретическая окраска обычно включает четыре одновременных процесса: 1. Электрофорез: под действием электрического поля постоянного тока положительно и отрицательно заряженные коллоидные частицы превращаются в отрицательное движение в положительном направлении, также известное как плавание.2. Электролиз: реакция окисления-восстановления осуществляется на электроде, но явление окисления-восстановления формируется на...
